






-
中国是世界竹资源第一大国,竹子栽培和竹材利用历史悠久,在品种、面积、蓄积量、竹制品产量和出口额方面均居世界第一,素有“竹子王国”美誉。中国竹产业自20世纪90年代开始发展以来,其产品广泛应用于车辆、建筑、家具、装饰等各个领域[1-3]。中国竹家具的历史悠久,风格独特,造型美观,是传统家具的一个重要分支[4-5]。原竹家具是竹家具的重要组成部分,主要使用红竹Phyllostachys iridescins作为加工材料。在实际生产加工中,由于竹材含有较高的纤维素、半纤维素、淀粉、糖类及蛋白质等有机物,原竹家具在储存、加工和使用过程中容易产生虫蛀、霉变和开裂等问题,因此原竹家具用材需进行必要的改性处理[6-7]。竹材高温热处理是借鉴木材热处理技术而提出的改善竹材性能、提高产品质量的一种改性方法[8-11]。高温热处理有利于改善竹材材料的尺寸稳定性、耐腐性、耐候性等性能,实现竹材的高效利用,增加产品种类,提高产品质量[10]。目前,国内外对于竹材热处理的研究多集中于毛竹Phyllostachys edulis[3, 6-7, 12],对于红竹热处理研究较少,红竹分布于浙江、江苏、上海、四川和安徽等地,产量丰富,是具有代表性的小径级竹材,笔者对红竹竹材进行高温热处理试验,为原竹家具原料的改性处理和小径级竹的研究提供一定的技术支持。
HTML
-
试验材料为3年生红竹,采伐自安徽省宁国市。选取表面光滑,无明显缺陷的红竹,距地50 cm处采伐,往上1.5 m为试件原料,采伐12组,15根·组-1,共计180根。分别制作试件,参照GB/T 15780-1995《竹材物理力学性质试验方法》[13]和ISO 22157-1-2004 Specifies Test Methods for Evaluating the Following Characteristic Physical and Strength Properties for Bamboo[14]。制成10 mm × 10 mm × t mm(t为壁厚)竹片材试件,测基本密度、干缩率;20 mm × 20 mm × t mm竹片材试件,测顺纹抗压强度;160 mm × 10 mm × t mm竹片材试件,测抗弯强度;35 mm × 20 mm × t mm竹片材试件,测凸型顺纹抗剪强度;280 mm × 10 mm × t mm竹片材试件,测凹型顺纹抗拉强度;d mm(d为直径) × 40 mm的圆竹材试件,测顺纹抗压强度、顺纹抗剪前度、径向环刚度;d mm × 60 cm(测试点无竹节)圆竹材试件,测抗弯强度。
-
微机控制电子式木材万能试验机(DNS50),高低交变湿热试验箱(ER-10AGP),烘箱(SEG-021),电子分析天平(AB204-N),干燥碳化窑,游标卡尺,螺旋测微器等。
-
将试件放置于干燥箱中,初始温度为40 ℃,隔2 h温度升高5 ℃,直至103 ℃,竹材干燥至绝干;将绝干试件分别以温度为110,130,150,170 ℃,时间分别为1,2,3 h进行常压高温热处理。热处理过程中为防止竹材及圆竹材开裂,采用蒸汽高温热处理,试件放入干燥窑后,开始通蒸汽,进行高温热处理,试件共计12组。热处理后试件放入高低交变湿热试验箱中,以温度(20±2) ℃,湿度(65±5)%进行水分调节,待含水率稳定后,进行试验,竹材经过热处理后,其含水率处于稳定状态下为5.5%,因未处理竹材试验时含水率为12%,为了方便对比,将热处理竹材均计为含水率为12%时的强度。
1.1. 试验材料
1.2. 试验设备
1.3. 热处理试验
-
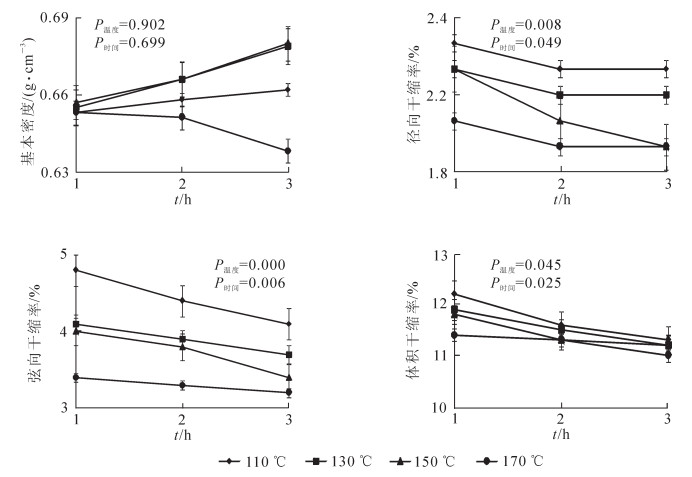
由图 1可见:热处理对竹材基本密度、径向干缩率、弦向干缩率、体积干缩率均有影响,根据各性能的方差分析,处理温度和时间对基本密度的影响不显著(P>0.05),对各项干缩性能的影响显著(P<0.05),其中温度为主影响因素;未处理竹材(对照)基本密度为0.60 g·cm-3,热处理竹材基本密度最小值为170 ℃,3 h时的0.64 g·cm-3,最大值为150 ℃,3 h时的0.68 g·cm-3,比对照增加了6.9%~13.9%;130和150 ℃竹材基本密度趋势差异较小,110~150 ℃呈现随温度升高、时间延长,基本密度增大趋势,170 ℃则呈相反趋势。径向干缩率、弦向干缩率、体积干缩率随热处理温度增加,数值下降;同一热处理温度下,时间延长,数值也有所下降;170 ℃时各项干缩率数值差异均较小;未处理竹材径向干缩率为2.2%,弦向干缩率为5.0%,体积干缩率为14.6%,热处理竹材径向干缩率最大为2.3%,数值最小为1.9%,比对未处理竹材变化率为4.55%~13.64%,弦向干缩率最大为4.8%,最小为3.2%,比对变化率为4.00%~36.00%,体积干缩率最大为12.2%,最小为11.0%,比对变化率16.44%~24.66%。

Figure 1. Heat-treaded hamhoo's physical properties
-
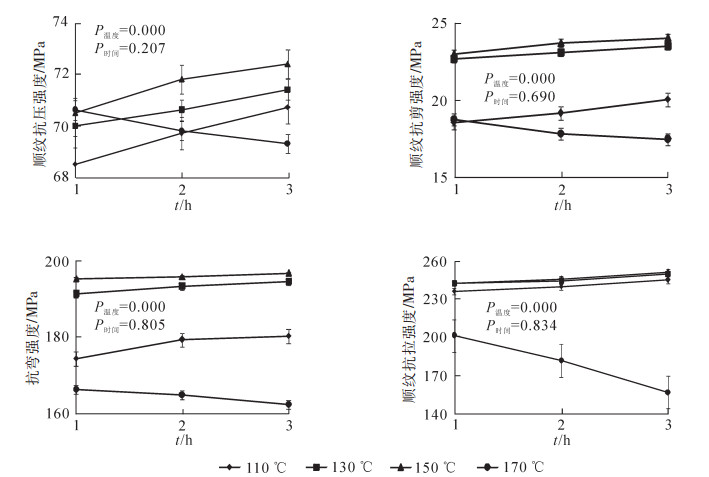
由图 2可见:热处理工艺对竹片材顺纹抗压强度、顺纹抗剪强度、抗弯强度、顺纹抗拉强度有明显的影响,竹片材各力学强度方差分析显示:处理温度为影响力学强度的极显著因素(P<0.01),处理时间影响不显著(P>0.05);力学强度随热处理温度升高整体呈现先上升后下降的趋势;未处理竹片材的抗剪强度、抗拉强度较170 ℃处理竹材高,这表明热处理温度过高,其力学性能反而有下降趋势;热处理温度为110,130,150 ℃时,随热处理时间的延长,力学强度呈增大趋势,而170 ℃则呈相反趋势。未处理竹片材顺纹抗压强度为51.6 MPa,热处理后最小值为69.3 MPa,最大值为72.4 MPa,比对变化率为32.17%~39.72%;未处理竹片材顺纹抗剪强度为19.6 MPa,热处理后最小值为17.5 MPa,最大值为24 MPa,比对变化率为-12.24%~20.91%;未处理竹片材的抗弯强度为142.7 MPa,热处理后最小值为162.3 MPa,最大值为196.6 MPa,比对变化率为13.52%~37.56%;未处理竹片材的顺纹抗拉强度为225.8 MPa,热处理后最小值为156.7 MPa,最大值为250.4 MPa,比对变化率为-30.73%~10.76%。

Figure 2. Heat-treaded bamboo sheet's mechanical properties
-
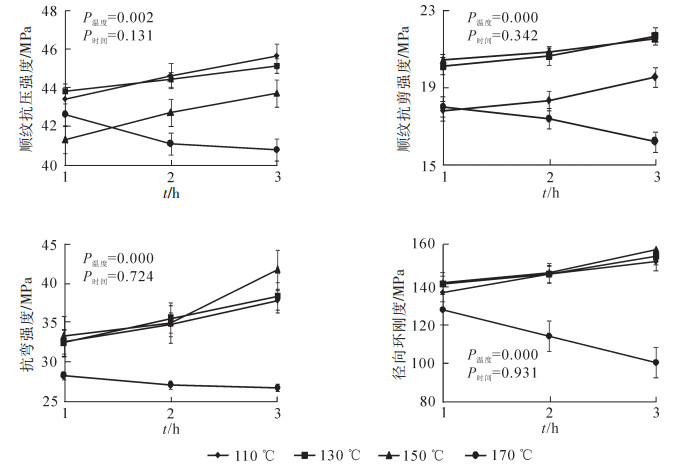
图 3反映了热处理工艺对圆竹材顺纹抗压强度、顺纹抗剪强度、抗弯强度、径向环刚度[15]的影响,圆竹材各力学性能方差分析可见,温度是影响各力学强度变化的主要因素(P<0.01),时间影响不显著(P>0.1);热处理后圆竹材的力学强度均大于未处理圆竹材;热处理温度为110,130,150 ℃时,圆竹材的力学强度随温度升高和时间延长呈上升趋势;110,130,150 ℃的温度条件时,圆竹顺纹抗压强度总体趋势从低到高依次为110,130,150 ℃,其中110 ℃与130,150 ℃差异较大;圆竹材顺纹抗剪强度增幅较缓,10,130,150 ℃温度之间抗剪强度差异较小;圆竹材抗弯强度3种温度条件差距不明显,时间因素影响较明显;圆竹材径向环刚度增幅较缓,110,130,150 ℃温度之间强度差异小;在170 ℃的温度条件下,圆竹材顺纹抗压强度、顺纹抗剪强度、抗弯强度及径向环刚度等4个力学性能均呈随时间延长,强度下降的趋势。未处理圆竹材顺纹抗压强度为29.8 MPa,热处理后最小值为40.8 MPa,最大值45.6 MPa,比对变化率为35.90%~52.01%;未处理圆竹材顺纹抗剪强度为11.1 MPa,热处理后最小值为16.2 MPa,最大值为21.6 MPa,比对变化率为43.24%~90.99%;未处理竹圆竹材抗弯强度为18.6 MPa,热处理后最小值为26.8 MPa,最大值为41.7 MPa,比对变化率为42.47%~122.58%;未处理圆竹材径向环刚度为98 kPa,热处理后最小值为100.4 kPa,最大值为159.8 kPa,比对变化率为2.14%~52.55%。可以看出,热处理后圆竹材的力学强度提升较大,这对于制作原竹家具是适合的改性方式。

Figure 3. Heat-treaded round bamboo's mechanical properties
2.1. 热处理工艺对竹片材物理性能影响
2.2. 热处理工艺对竹片材力学性能影响
2.3. 热处理工艺对圆竹材力学性能的影响
-
根据木材学理论及木材碳化机制[16],竹材在热处理过程中纤维素,尤其是半纤维素发生分解,含量降低,同时竹材内部结构发生变化,导致氢键浓度降低,或氢键被非亲水性基团所取代,引起竹材干缩;在温度为110~150 ℃时,温度相对较低,竹材内部的纤维素、半纤维素分解缓慢,竹材内部自由水蒸发较多,体积干缩较大,竹材基本密度相对增加,力学性能增加;随着热处理温度的升高,竹材的胞壁物质、半纤维素、纤维素分解剧烈,竹材的胞壁物质减少,而体积基本不变,竹材基本密度相对降低,其力学性能降低。
由以上分析可知,温度是影响热处理后竹材物理力学性能的显著因素;110 ℃和170 ℃时的竹材力学性能较弱,而130 ℃与150 ℃的竹材其各项力学性能均相似,因此,首先排除110 ℃和170 ℃作为生产中热处理工艺温度;实际生产和热处理过程中,安全、环保、成本等均是需要综合考虑的因素,150 ℃热处理温度,其消耗燃料、有害气体排放均较多,温度较高,安全隐患较大。因此,最适宜生产的热处理工艺为温度130 ℃,时间2 h。
 DownLoad:
DownLoad: