




-
作为一种天然的生物质材料,木材具有强重比大、纹理美观及声学性质优良等特点,但同时也存在各向异性及干湿变形的缺陷。热处理是改善木材尺寸稳定性及耐久性的重要方法之一[1-4],常用的加热介质有蒸汽、热油、氮气等。真空热处理是将木材置于真空条件下,不借助任何加热介质的热处理方式。较其他处理方法,真空热处理在减少木材的强度损失和材色变化方面,具有较明显的优势[5]。对有介质参与的热处理过程或木材干燥过程,有关热质传递的研究及模型较多[6-10],但由于真空热处理目前尚未有大规模应用,又不借助热介质,真空热处理条件下木材内热量的传递方式及传递均匀性等问题尚缺乏认识。桉树是中国南方重要的速生树种之一。华南沿海地区的粗皮桉Eucalyptus pellita,尾叶桉Eucalyptus urophylla,赤桉Eucalyptus camaldulensis等树种,密度高,材质细腻,木材呈红色或深粉红色,是家居装修的理想原材料,具有较好的实木用材潜力。然而,由于桉树易变形、开裂、尺寸稳定性差等缺点,使其应用范围受到限制。为研究真空热处理过程中木材内的热量传递规律,同时寻求改善桉树木材尺寸稳定性的方法,笔者前期在实验室对粗皮按木材小试件在真空条件下进行热处理,发现真空热处理后木材弹性模量、抗弯强度等材性指标在一定温度范围内有所提高[11];对处理箱内、板材表面及处理材内三者的时温曲线考察,发现板材内部升温速度较处理箱内慢,在热处理进行半小时后温度趋于稳定,虽最终温度较处理箱内部稍低,但相差不大。为进一步了解木材真空热处理条件下对处理材性能均匀性方面的影响,本研究进一步设置不同温度、板材厚度、端距、侧距条件,考察这些参数对木材单位质量吸热量及平均升温速度的影响,确定其主要影响因素及影响程度,以求初步了解在真空热处理时木材内部的热量分布均匀性,为真空热处理提供理论指导。
HTML
-
粗皮桉采自广东湛江。对木材进行热处理前,首先将试件烘至绝干。将试件烘干的目的是:一方面,如果木材中含有水分,在热处理过程中由于水分蒸发,不易保持处理箱的真空状态;另一方面,是为了减少水分对木材传热的影响。烘干后将试件加工成以下尺寸:长×宽×厚=450 mm×70 mm× 10(20,30,40)mm,选取的试件应为绝干处理中未发生发面开裂等现象的试件。在试件表面用钻头按照如图 1所示部位钻孔,孔深为板厚的一半,钻孔直径与热电偶直径保持一致,同为1.5 mm,以保证孔的密封性,防止加热过程中热量从孔内传入测温部位影响测量的准确性。

Figure 1. Sketch map for holes drilling locations
-
采用密闭的真空热处理箱对粗皮桉木材进行热处理,加热方式为辐射非接触式加热,处理箱内长宽高均为600 mm,被加热试件置于处理箱内中间部位,处理时间从处理箱温度显示仪上达到目标温度开始计时,处理4 h,处理温度包括:80,120,160,200,240,280 ℃,测试部位如图 1所示,板厚分别为10,20,30,40 mm。
-
由于涉及参数较多,采用SPSS正交设计将试验次数进行简化,计算后的结果见表 1。从中可以看,需进行32组试验。
序号 因素 温度/℃ 板厚/mm 端距/mm 侧距/mm 1 80 10 20 5 2 80 20 20 5 3 80 30 20 5 4 80 40 20 5 5 80 20 120 20 6 80 10 225 20 7 80 40 120 35 8 80 30 225 35 9 120 30 20 20 10 120 40 20 20 11 120 10 20 35 12 120 20 20 35 13 120 20 120 5 14 120 40 120 5 15 120 10 225 5 16 120 30 225 5 17 160 20 20 20 18 160 30 20 35 19 160 10 120 5 20 160 40 225 5 21 200 20 20 5 22 200 30 20 5 23 200 40 225 20 24 200 10 120 35 25 240 10 20 20 26 240 40 20 35 27 240 30 120 5 28 240 20 225 5 29 280 10 20 5 30 280 40 20 5 31 280 30 120 20 32 280 20 225 35 说明:端距-温度测量点到板材长度方向端部的距离;侧距-温度测量点到板材宽度方向侧部的距离。 Table 1. Results by orthogonal design
-
处理过程中木材内温度数据的获得通过温度巡检仪连接热电偶及计算机实现。热电偶实现温度的测量,温度巡检仪可显示温度数据并将数据导入计算机。当真空箱温度显示仪上数值达到设定温度后,开始对木材内温度数据进行提取,数据提取频率设定为2次·min-1,热处理完成关闭加热装置的同时,关闭温度巡检仪,导出计算机内数据。抽真空处理及真空度的维持:热处理前,先启动真空泵将处理箱抽真空,真空度达到0.8 MPa时启动加热装置。热处理期间,维持处理箱内真空度在0.8~1.0 MPa。
-
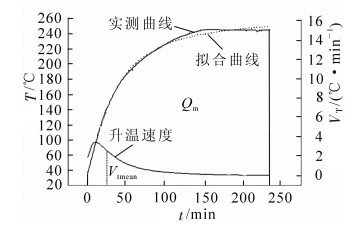
采用Origin软件中自带函数对实验获得的时间—温度曲线进行拟合。对拟合函数进行积分,可得不同部位单位质量吸热量;对其求导,可得升温速度函数,进而得到平均升温速度。相关计算公式如下:
式(1)~式(4)中:VT为热处理过程中的升温速度,℃·min-1;CT为木材比热容,温度的函数,kJ·(kg·℃)-1;Qm为热处理过程中单位质量木材的吸热量,kJ·kg-1;VTmean为平均升温速度,热处理过程中速度曲线上所有点的代数平均值。图 2为Qm与VTmean的计算示意图。

Figure 2. Sketch map for calculating of heat absorption unit mass and average rate increasing value
-
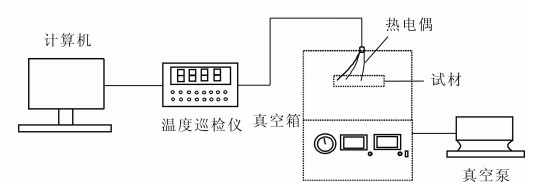
试验设备主要由2个部分组成,设备连接如图 3。真空热处理系统:包括真空热处理箱及真空泵,完成木材的真空热处理。温度采集系统:热电偶和温度测量;温度巡检仪,数据的显示与提取;计算机,数据导入与储存。

Figure 3. Diagram for device connection during the test
1.1. 试验材料
1.2. 试验方法
1.2.1. 热处理参数
1.2.2. 正交设计
1.2.3. 木材热处理中温度数据采集
1.2.4. 吸热量及传热均匀性的检验方法
1.3. 试验设备
-
对热处理过程中得到的测试结果按照1.2.4中所述方法进行处理,得到Qm与VTmean,对其进行主效应分析,得到表 2和表 3。
源 Ⅲ型平方和 自由度 均方 F值 显著性 厚度 0.014 3 0.005 7.302 0.002 侧距 0.002 2 0.001 1.413 0.268 端距 0.002 2 0.001 1.709 0.208 温度 0.077 5 0.015 24.057 0.000 误差 0.012 19 0.001 总计 1.228 32 校正的误差 0.107 31 说明:R2=0.887(校正R2=0.815)。 Table 2. Variance analysis results of the mean temperature climbing value
源 Ⅲ型平方和 自由度 均方 F值 显著性 厚度 10 717.587 3 3 572.529 5.531 0.007 侧距 1 190.202 2 595.101 0.921 0.415 端距 3 588.422 2 1 794.211 2.778 0.087 温度 181 725.275 5 36 345.055 56.272 0.000 误差 12 271.706 19 645.879 总计 1 228 637.606 32 校正的误差 209 493.192 31 说明:R2=0.941(调整R2=0.904)。 Table 3. Variance analysis results of the heat-absorbing value per unit mass
从表 2和表 3中可以看到:热处理温度及板材厚度对Qm和VTmean的影响,在0.05水平上均差异显著;而端距及侧距对Qm及VTmean的影响在0.05水平上差异不显著。由此,影响Qm及VTmean的主要因素为:热处理温度和板材厚度。
-
热处理温度对Qm和VTmean的影响进行单因素分析,得到不同温度条件下Qm和VTmean边际均值(表 4)。
分析表 4中数据,对它进行最显著差法(LSD)多重比较,得到:① Qm:由表 4可以看出,随温度升高,Qm增大。多重比较结果表明:80 ℃与120 ℃,240 ℃与280 ℃的Qm在0.05水平上差异不显著;而160 ℃与其他温度在0.05水平上均差异显著。这说明,在低温段及高温度段处理木材时,Qm增长趋势较缓,但热处理温度从160 ℃升至200 ℃时,Qm增长较快。② VTmean:由表 4可以看出,随温度升高,VTmean基本呈增大趋势。多重比较结果显示:80 ℃与120 ℃,200 ℃与240 ℃,280 ℃的VTmean在0.05水平上差异不显著;160 ℃与除280 ℃外的其他温度的VTmean在0.05水平上均差异显著。这说明,在较低或较高温度段改变木材的热处理温度,对木材内部升温速度的影响并不大,但当热处理温度从160 ℃升高到200 ℃时,升温速度变化较大。
T/℃ Qm/(kJ·kd-1) VTmean(℃·min-1) 均值 标准误差 均值 标准误差 80 111.759 9.231 0.147 0.009 120 116.940 9.231 0.142 0.009 160 190.680 12.882 0.213 0.013 200 246.128 12.882 0.254 0.013 240 280.078 12.882 0.254 0.013 280 297.420 12.882 0.239 0.013 Table 4. Mean increasing rate value of temperature under diiferent temperatures
综合上述分析结果,不同处理温度对Qm和VTmean影响的程度不同,两者随热处理温度的变化规律类似。若以吸热量来衡量热处理效果,当热处理温度在低温(120 ℃以下)或高温(240 ℃以上)段变化时,由于温度变化所引起的Qm和VTmean变化均较小,在低温段或高温段升高热处理温度,只会引起处理能耗增加,而处理效果上差异并不大;而当热处理温度在120~240 ℃变化时,由于热处理温度升高,木材吸热量差异较大,即在此温度段内由于热处理温度不同会对热处理效果有较显著差异。因此,若对处理效果有不同要求时,应主要考虑热处理温度在120~240 ℃的温度段。
-
分析表 5是不同 板材厚度时Qm和VTmean的边际均值。
厚度/mm Qm(kJ·kg-1) VTmean/(℃·min-1) 均值 标准误差 均值 标准误差 10 183.745 9.352 0.182 0.009 20 199.508 9.352 0.199 0.009 30 211.544 9.352 0.212 0.009 40 233.874 9.352 0.240 0.009 Table 5. Mean increasing rate value of temperature under different thicknesses
分析表 5中数据,并对其进行LSD多重比较,发现:① Qm:随板材厚度增加,Qm增大。多重比较结果表明,厚度差异20 mm以上时,对Qm的影响在0.05水平上显著。② VTmean:随厚度增加,VTmean增大。多重比较结果表明,板材厚度为40 mm时与10,20,30 mm在0.05水平上的差异显著,10 mm与30 mm在0.05水平上差异显著。
从上述分析可以看到,若厚度差异较小(20 mm以下),因厚度造成的Qm及VTmean差异在0.05水平上差异不显著,但当厚度差异在20 mm以上时,Qm及VTmean在0.05水平上均存在显著差异,此时应考虑由厚度差异造成的传热不均问题。需要说明的是,一般情况下,板材厚度越小,VTmean越快,但本实验中由于温度测量起点为热源达到设定温度之后,此时由于升温速度差异,不同部位起始温度不同,较薄的板材具有较高的起始温度,测量开始时较厚板材有较大的温度梯度,因而造成较厚板材的VTmean较大。
2.1. 影响Qm与VTmean的主要因素
2.2. 热处理温度对Qm和VTmean影响的多重比较
2.3. 板材厚度对Qm和VTmean影响的多重比较
-
以热处理温度、板材厚度、端距及侧距为参数,考察其对板材单位质量吸热量及平均升温速度的影响,采用方差分析及多重比较分析其主要影响因素及影响程度,得到以下结论:①影响板材单位质量吸热量及平均升温速度的主要参数是:热处理温度、板材厚度,其在0.05水平上差异显著,端距及侧距的影响较小,在0.05水平上差异不显著。②随温度升高,板材单位质量吸热量及平均升温速度提高,120 ℃与80 ℃处理时对吸热量的影响差异在0.05水平上差异不显著,240 ℃与280 ℃对吸热量的影响差异不显著,但160 ℃较其他温度对吸热量的影响均在0.05水平上差异显著,因此,若以吸热量衡量热处理效果,120~240 ℃的温度段进行热处理,可满足较广泛的热处理效果差异需求。③随板材厚度增加,单位质量吸热量及平均升温速度增大。这可能是由于对处理箱的抽真空操作,当木材较薄时板材散热严重,而当木材较厚时,木材内部热量不易散失易于蓄积。④当厚度差较小时(10 mm),吸热量差异在0.05水平上差异不显著,但在厚度差达到20 mm以上时,吸热量在0.05水平上差异显著,因此当处理材厚度较大时,应考虑因厚度差异造成的传热不均问题。
-
本实验的所有数据,是在真空箱上温度显示器达到设定温度后开始测量的,由于板材在处理箱内已经加热一段时间,且不同点的升温情况不同,因此各点测试的初始温度是不同的。本实验的部分结论,如平均升温速度随厚度增加而增大的结论,可能是由于较厚的板材测试起始温度较低,具有较大的温度梯度造成的。因此,在进一步的实验中,可考虑刚开始加热时作为测量起点,可能会对平均升温速度有较大的影响。但由于吸热量是一个过程量,并且处理箱升温过程持续的时间较短,一般在3~15 min之内,在升温段吸收的热量较整个过程来说是可以忽略的,因此,对吸热量的计算是适用的。另外,由于本实验的结果是针对小尺寸试件,当选用大尺寸试件时,对真空热处理过程主要影响因素及影响程度的判定,需考虑试验结果的适用性。
 DownLoad:
DownLoad: