







-
普通的人造板大多是以木材为原材料。由于木质材料资源短缺,导致人造板生产成本升高,影响了企业的经济利益。在这种情况下,人造板行业亟待开拓新的原料资源。另一方面,木材资源的匮乏也限制了造纸行业的发展。如今,很多造纸厂都采用废纸为原料进行生产,2011年,中国回收废纸为4 348万t。近年来,随着环保意识的加强,废纸再利用技术的研究已经取得很大的进展,它不仅仅只用于再次造纸,而且还可以用于生产各种包装材料、复合材料和新型建筑装饰材料等[1-2]。Girones等[3-4]就对回收的造纸污泥(含大量纤维)作为聚丙烯(PP)复合材料的填充物进行了研究,并证明了其是可行的,而且相关实验也证明了回收造纸污泥填充的高密度聚乙烯/木粉复合材料表现出优越的物理力学性能。这表明回收的废纸纤维是完全可以应用于复合材料生产中的。虽然废纸作为二次纤维已被广泛利用,但是在废纸生产再生纸的过程中往往会产生大量的无法利用的剩余物。这些剩余物一直被视为垃圾处理掉,不但浪费了大量资源而且还污染了环境。这些剩余物主要成分有废纸屑、废塑料、麻绳等。将木材加工剩余物、枝丫材及人工林小径材等木质材料和回收的废弃塑料混合铺装、热压复合制成一种新型复合材料—木塑复合刨花板,它是由中国林业科学研究院木材工业研究所发明的新型复合板材生产技术。其中塑料替代了传统人造板的胶黏剂起胶合作用[5]。将造纸厂生产再生纸产生的剩余物中的金属去除,剩余物以天然纸浆纤维和塑料为主要成分。基于木塑复合刨花板的生产原理和技术,尝试将该剩余物压制成一种复合板材,达到废弃资源高效利用的目的。本研究立足于保护环境和充分利用资源,为缓解资源短缺和环境恶化等现实问题[6],将这种剩余物作为制造人造板的基料,加入木刨花、回收塑料或胶黏剂等辅料,按不同比例进行组坯,然后热压成人造板,并检测其静曲强度、内结合强度、24 h吸水率以及吸水厚度膨胀率等性能,分析其是否能够满足实际应用所需的标准。
HTML
-
将100%剩余物压成板材,并进行性能测试,分析其制取复合板材的可行性。结果表明:纯剩余物是可以压制成复合板材的,但是复合板材的强度较差。其静曲强度仅为4.30 MPa,内结合强度0.08 MPa,根据GB/T 4897.2-2003《刨花板》要求,在干燥状态下使用的普通用板须满足静曲强度≥12.50 MPa,内结合强度≥0.28 MPa。很明显,100%的回收纸造纸剩余物压制的板材的强度远远达不到要求,原因可能是废纸纤维比例过大,纤维彼此之间的接触机会过多,导致应力集中,复合材料力学性能降低[7],因此,必须对它们进行优化处理。进行配方改进,向剩余物中添加辅料增强其力学性能和耐水性能,并进行测试分析,探索可行最优工艺。具体实验方案如表 1。对压制成型的板材进行表面处理,满足其装饰效果的同时增加其强度。
试件编号 剩余物/% 黏合剂/% 木刨花/% 脲醛胶 酚醛胶 回收塑料 1 100 2 95 5 3 90 10 4 95 5 5 90 10 6 90 10 7 85 15 8 75 10 15 9 70 15 15 10 60 10 30 11 55 15 30 说明:表中%是指各自组分占的质量百分比。 Table 1. Experiment formulation of the composites
-
回收废纸造纸剩余物:含水率为5.13%;浙江省富阳市造纸厂。木刨花:长3×10-3~8×10-3 m,宽5×10-4~2×10-3 m,含水率烘至2.00%以下。回收塑料:主要成分为聚乙烯(PE),还含有聚丙烯(PP)等其他塑料。杨木单板:厚度为1.78×10-3 m;含水率烘至2.00%以下。脲醛树脂胶(UF):固含量50%,自制。酚醛树脂胶(PF):固含量50%,自制。
-
GWX-025型高温干燥箱(中国北京雅士林试验设备有限公司);FM130 D/S型拌胶机(德国帕德博恩机械制造有限责任公司);QD056型试验热压机(中国上海人造板机器厂);WDW-W10型微机控制电子式人造板试验机(中国济南时代试金仪器有限公司);电子天平(中国上海梅特勒-托利多仪器有限公司)。
-
将剩余物进行预处理,去除原料中的钉子、瓶盖以及易拉罐等金属杂质,然后将它们进行粉碎处理,并测定其含水率。将木刨花和杨木单板烘至含水率2.00%以下,并测定其含水率。制备脲醛树脂胶和酚醛树脂胶。按不同配方(表 1)将原料在拌胶机中进行混合,充分混合后铺装。板面尺寸为0.340 m × 0.360 m × 0.009 m,设计密度为1.00 g·cm-1,在185 ℃,5.00 MPa压力下热压12 min(此过程中要适当卸压排气),然后再冷却定型处理,最后锯成各种力学测试所需试件(每种配比情况下的各种性能测试指标的试样数目均为6块,以下数据为6块试样的平均值,误差在允许范围内)。
-
按GB/T 17657-1999《人造板及饰面人造板理化性能试验方法》对复合材料进行物理力学性能和耐水性能测试,检测指标有静曲强度、内结合强度、24 h吸水率及24 h吸水厚度膨胀率,各项性能测试不少于5个试件。
1.1. 实验设计
1.2. 实验材料
1.3. 实验仪器与设备
1.4. 实验过程
1.4.1. 试样制备
1.4.2. 性能测试
-
剩余物中的主要成份是废纸和塑料,其中塑料相对较少。在本研究的复合板材制造中,废纸为基质材料,塑料则作为胶黏剂,由于塑料含量较少,纯剩余物压制的复合板材表现出很差的力学强度和耐水性。本研究拟通过添加各种胶黏剂(UF胶、PF胶及塑料),增强原料间的胶合强度,以期增加复合板材的力学强度和耐水性。另外也尝试添加适量木刨花来进一步增加其强度。
-
图 1是分别向剩余物中添加脲醛胶(5%,10%)和酚醛胶(5%,10%)对板材进行优化处理的复合板力学性能和耐水性能。图 1a图 1b分别表示的是向剩余物中加入不同比例(5%和10%)的脲醛胶黏剂(UF)和酚醛胶黏剂(PF)后制得的复合板材的静曲强度和内结合强度。从图 1a图 1b可以看出:在剩余物中加入脲醛胶黏剂或酚醛胶黏剂,都可以提高复合板材的静曲强度和内结合强度。其中加入10%PF的复合板材强度的静曲强度和内结合强度提高最明显。图 1c图 1d分别是向剩余物中加入不同比例(5%和10%)的脲醛胶黏剂(UF)和酚醛胶黏剂(PF)后制得的复合板材的24 h吸水率和吸水厚度膨胀率。在复合板材中加入UF或PF胶黏剂后,复合板材的24 h吸水率和吸水厚度膨胀率值明显下降,复合板材耐水性提高。由于酚醛胶具有很好的耐水性能,所以加入10%酚醛胶的板材耐水性能最好,但是加入脲醛胶和5%的酚醛胶时,耐水性能提高幅度并不是很大。图 1表明:向剩余物中添加一定量的胶黏剂可以提高板材强度和耐水性能,但是即使是强度最高的加10%酚醛胶的板材的静曲强度也达不到普通刨花板的要求,因此,需进一步提高板材的力学强度,但出于成本和环保性的要求,不能通过增加胶黏剂用量来提高强度。进一步分析原料特点,认为剩余物中的纤维废料主要是纸浆纤维,与普通木质刨花板等人造板材相比,纸浆纤维自身强度弱,也会是复合板材强度低的影响因素。所以,向剩余物中添加木刨花来提高纤维基料的整体强度,同时再加入一些回收塑料来提高黏合力。

Figure 1. Mechanical properties and water resistance of composite panels after adding adhesive
-
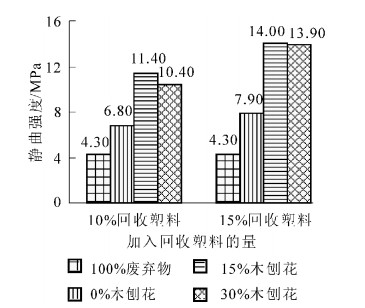
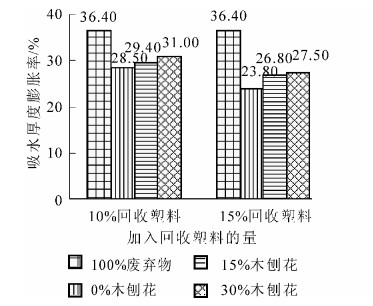
加入的回收塑料量分10%和15%等2种情况;木刨花的量分为0%,15%和30%等3种情况。同时将100%剩余物的板材与之对照,复合板材性能结果如图 2至图 5。图 2和图 3分别表示添加不同比例的木刨花和回收塑料后的静曲强度和内结合强度。由图 2可知:添加一定量的木刨花能够很大程度的增强板材静曲强度,添加量为15%时强度最大,30%时强度有所降低但接近最优;添加木刨花比例相同时,加入回收塑料的量越大其静曲强度越大。图 3表明:添加回收塑料的量一定时,加入木刨花的量越大复合板材的内结合强度越高;当木刨花比例相同时,其内结合强度会随回收塑料的量的增加而提高。综合考虑2种强度,70%剩余物+15%木刨花+15%回收塑料和55%剩余物+30%木刨花+15%回收塑料等2种配比下的复合板材强度都能达到要求,后者配比关系最优。图 4和图 5分别表示的是不同比例的回收塑料和木刨花的添加量对吸水厚度膨胀率和24 h吸水率的影响。2图趋势基本一致,均表明:添加的回收塑料的量一定时,耐水性能会随着木刨花的增加而降低;而当木刨花的量一定时,耐水性会随着回收塑料的增加而有所提高。这是因为添加的木刨花形态较木纤维大,比表面积小,在同样施胶量情况下,木刨花表面被胶黏剂胶合比率高,所以在样品浸于水中时,易吸水的木质表面更少,表现为复合板材的吸水率降低,耐水性有所提高;而塑料本身是一种耐水性能很好的材料,所以随着塑料添加量增加,复合板材的耐水性能提高。综合分析图 2~图 5可知:向剩余物中添加回收塑料的量越大,最终的复合板材力学强度和耐水性能越优;而当回收塑料的量一定时,加入木刨花的量越大,力学性能会有所提升,但耐水性会降低。所以在选择最优配比时,要满足力学强度要求的前提下,尽可能的提高耐水性能。

Figure 2. Comparison of static bending strength of the composites in different formulation

Figure 3. Comparison of internal bond strength in different proportion

Figure 4. Comparison of thickness swelling in different proportion

Figure 5. Comparison of water absorption in 24 hours in different proportion
-
由于剩余物压制成的板材表面不美观,所以将其表面加一层单板,以增加板材的美观度和力学强度。表面覆单板板材组成:60%剩余物、30%木刨花、10%酚醛胶以及2层杨木单板。其静曲强度为41.57 MPa,内结合强度为0.31 MPa,24 h吸水率为40.00%,吸水厚度膨胀率为18.50%。与之前试样相比,其静曲强度有了较大幅度的提高,内结合强度无明显变化,耐水性能较100%剩余物的也有很大提高,但是没有达到之前试样最好的耐水水平,可能是因为单板吸水造成的。实验样品效果对比见图 6。

Figure 6. Comparison of experimental samples effect
2.1. 配比工艺优化及性能分析
2.1.1. 脲醛和酚醛胶黏剂
2.1.2. 加回收塑料和木刨花进行优化


2.2. 试件表面处理及性能分析

-
试验表明:利用造纸厂剩余物生产复合人造板是可行的,其主要原料为造纸厂剩余物、回收塑料、木材边角料及枝丫材。这些主材料的再利用,并制造成人造板不但解决了资源短缺问题,而且还很大程度上降低了这些废料对环境造成的污染负担。而且经过配比和工艺的优化,成产出的复合板材是可以满足产品的应用要求的。在其表面添加面板及喷刷室外涂料,其产品完全可用作板式家具、包装材料以及室外用材等。试验还表明:55%剩余物、30%木刨花和15%回收塑料的组合配比力学性能最优,静曲强度为13.90 MPa,内结合强度为0.35 MPa,但是其耐水性能稍差,吸水厚度膨胀率为27.50%,24 h吸水率为40.00%,在利用时对它们进行防水处理即可。
 DownLoad:
DownLoad: