







-
中密度纤维板(MDF)具有结构均匀、密度适中、表面平整光滑、变形量小、尺寸稳定性好和机械加工性良好等优点,加工技术的提升使得中密度纤维板应用范围不断扩大。与贴面人造板的制作工艺相比,涂饰加工工艺更简单方便、容易进行,各种油质、胶质的漆类均可涂饰在中密度密度板上,对中密度密度板形成保护,延长使用寿命,也使中密度板更加美观。因此,对中密度纤维板的喷涂工艺进行研究有巨大的经济价值和环境保护意义[1-2]。现有的喷漆技术主要有人工喷涂、机器人喷涂和机械设备自动喷涂等3种方式[3-4]。对中密度纤维板的静电粉末喷涂研究较多,但因其表面需特殊预处理、预加热等[5],与机械喷涂无可比性。自动喷漆在木制品用得很少,主要应用在汽车等产品规格一致的大批量生产上。喷涂效果对产品的外观和性能起决定性作用,漆膜厚度、均匀性和漆膜性能是衡量喷漆效果的重要指标,若漆膜过厚,将造成涂料浪费、增加成本、易结块脱落、形成的漆膜附着力不足;若漆膜过薄,则不足以遮盖产品的表面,无法形成良好的产品外观[6];良好的漆膜均匀性可以降低漆膜应力,提高表面质量。漆膜厚度及其性能主要取决于喷漆过程中喷头与工件的距离、喷头喷射方向与工件的夹角以及喷头运行的速度等因素。因此,本研究在设定常用因素的情况下,研究上述3个因素对中密度纤维板表面自动一次喷涂后漆膜厚度及其性能的影响,以获得涂层的漆膜质量较好、成本较低时油漆喷头所需的喷涂状态和运行参数。
HTML
-
取自浙江丽人木业集团有限公司,幅面为2 440 mm × 1 220 mm × 15 mm的板材若干张,锯割成尺寸为800 mm × 200 mm × 15 mm的喷涂试件36块。板材含水率为12.8%,密度为780 kg·m-3,制造原料为杂木。
-
木器漆包括木器底漆(无色)与面漆(白色),固含量均在90%以上,均取自广东华润涂料有限公司。
-
自制的自动喷涂设备:包括喷头运行装置、供漆系统与送料系统;MJ6132B型马氏锯机:晋江市神功机械制造有限公司生产;AB204型电子天平:梅特勒-托利多(METTLER TOLEDO)公司生产,精确度千分之一;101-5A生产型电热恒温鼓风干燥箱:上海爱斯佩克环境设备公司生产;QDX型漆膜多用检测仪:天津市精科材料试验机厂生产;JB-5C表面粗糙度测定仪:上海泰明光学仪器有限公司生产;光泽度仪:广州市东儒电子科技有限公司生产。
1.1. 试验材料
1.1.1. 中密度纤维板(MDF)
1.1.2. 聚氨酯(PU)木器漆与聚氨酯木器漆稀释剂
1.2. 试验设备
-
目前,对喷涂参数的选择多数为工人凭借实际工作经验获得,参考这些经验参数并经过多次预实验,确定试件的横向进给量为每次10 cm,涂料雾化的空气压力设定为0.28 MPa。本次实验选择对喷涂效果和漆膜性能影响较大的3个因素作为实验变量因子:① 喷头与MDF喷涂面的距离(喷涂距离);② 喷头喷射方向与MDF表面的夹角(喷头角度);③ 喷头运行的速度(运行速度)。各取3个水平根据L9(34)进行正交实验(表 1),每组进行4次(总计36次)重复试验。主要研究喷涂距离、喷头角度和运行速度对喷涂后漆膜厚度的影响。
编号 喷涂距离/mm 喷头角度/(°) 运行速度/(mm·s-1) 1 150 15 25 2 150 30 40 3 150 45 55 4 200 15 40 5 200 30 55 6 200 45 25 7 250 15 55 8 250 30 25 9 250 45 40 Table 1. Orthogonal experiment plan
-
参考主流工艺[7],确定实验流程为:板材砂光→喷底漆→干燥→砂光→二次喷底漆→干燥→砂光→喷面漆→漆膜干燥→测试,其中砂光采用240目砂纸人工砂光,砂光后板材的粗糙度约18 μm。本试验研究的重点流程是“喷面漆→漆膜干燥(干燥于电热恒温鼓风干燥箱模拟大气环境)→测试”。漆膜最后干燥时间为5 d,即漆膜在大气环境中放置5 d,使得漆膜的性能稳定以便于测量的准确性[8]。

Figure 1. The specimen after sanding

Figure 2. Specimen and test
-
根据漆膜性能的相关情况,参考GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》对漆膜的漆膜厚度进行了测试。4次重复实验,取其平均值。取样点6个·试件-1(图 3),以试件喷涂面几何中心为中心两两成中心对称分布(同一水平上3个点,相邻2个点间隔200 mm;竖直方向上2个点,间隔60 mm),测试试件大小为98 mm × 80 mm × 15 mm。

Figure 3. Variance analysis of film thickness
2.1. 试验方法
2.2. 试验流程
2.3. 漆膜的性能测试

-
表 2为不同喷涂距离、喷头角度和运行速度下喷涂后试件表面的漆膜厚度。
编号 喷涂距离/mm 喷头角度/(°) 运行速度/(mm·s-1) 漆膜厚度/μm 表面粗糙度/μm 摩擦系数 1 150 15 25 145.70 3.43 0.45 2 150 30 40 80.84 3.23 0.41 3 150 45 55 71.10 3.34 0.38 4 200 15 40 80.94 3.04 0.37 5 200 30 55 67.56 2.92 0.32 6 200 45 25 128.30 3.03 0.33 7 250 15 55 72.00 2.78 0.31 8 250 30 25 101.70 2.51 0.30 9 250 45 40 80.37 2.58 0.31 Table 2. Results of orthogonal experiment with the selected parameters
-
如表 3所示:运行速度对喷涂后板材表面漆膜的漆膜厚度的F=18.441大于F0.01=18.00,喷涂距离和喷头角度对喷涂后板材表面漆膜的漆膜厚度的F值分别为F=1.141和F=1.438,小于F0.1=3.1。由此可见,运行速度对喷涂后板材表面的漆膜厚度影响极显著,在本研究范围内喷涂距离和喷头角度对喷涂板材表面的漆膜厚度影响不显著。
方差来源 偏差平方和 自由度 F值 喷涂距离 316.589 2 1.141 喷头角度 399.168 2 1.438 运行速度 5 118.380 2 18.441 误差 277.552 2 1 总和 6 111.689 8 说明:F0.1=3.1,F0.01=18.0。 Table 3. Variance analysis of film thickness
-
经方差分析表明(表 4):喷涂角度对喷涂后板材表面漆膜的表面粗糙度的F=14.425,大于F0.05=6.9,小于F0.01=18.00;喷头距离对喷涂后板材表面漆膜的表面粗糙度的F=188.160,介于F0.01和F0.05之间;运行速度对喷涂后板材表面漆膜的表面粗糙度的F=1.53,小于F0.01。由此可见,喷涂距离对喷涂后板材表面漆膜的表面粗糙度影响极显著,喷涂角度对喷涂后板材表面漆膜的表面粗糙度影响显著,运行速度对喷涂后板材表面漆膜的表面粗糙度影响不显著。
方差来源 偏差平方和 自由度 F值 喷涂距离 0.757 2 188.160 喷头角度 0.058 2 14.425 运行速度 0.006 2 1.530 误差 0.830 2 1 总和 1.651 8 说明:F0.1=3.1,F0.05=6.9,F0.01=18.0。 Table 4. Variance analysis of surface roughness of paint film
-
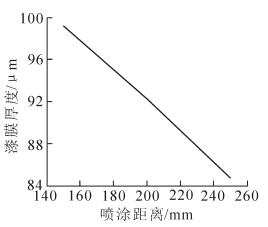
漆膜厚度随着喷涂距离的增大开始呈较为明显的下降趋势,变化近似线型曲线,如图 4所示。当喷涂距离为150 mm时,距离过近,油漆微粒雾化不完全,喷涂到MDF表面时,颗粒较大的油漆渗透至板内的量较少,干燥后形成的漆膜较厚;而当喷涂的距离为250 mm时,距离适当远,涂料微粒雾化后比表面积较大,一方面可能渗透至板内的量较多,另一方面细微的漆雾易飞散于空气中,许多未附着于试件表面,故形成的漆膜会较薄。而本实验是以漆膜的厚度为主要约束因素,漆膜厚度随着喷涂距离的的增大开始呈较为明显的下降趋势,因此,采用喷头距离为250 mm较为合理。

Figure 4. The variation of film thickness with spray distance
-
漆膜厚度随着喷头角度的增大呈先减少后增加的变化趋势,如图 5所示。当喷头角度为30°时,漆膜的厚度最薄。一方面,喷头角度增大时,实际油漆颗粒喷涂到板面的路线越长,而较近的喷涂距离将会产生较厚的漆膜厚度;另一方面,喷头与试件的角度增大时,其喷涂的面呈现椭圆形,逸散的程度随着喷头角度的增大而增加,这可能是由于喷头角度较小是油漆颗粒对板面冲击后产生反弹,影响了漆膜厚度的均匀性。本实验是以漆膜厚度为主要约束因素,为了得到较薄的漆膜厚度,宜采用的喷头角度为30°。

Figure 5. The variation of film thickness with Spray angle
-
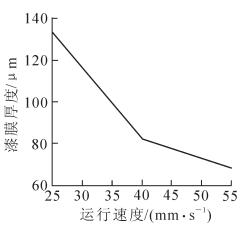
不同喷头运行速度形成漆膜厚度从大到小依次为25,40,55 mm·s-1(图 6)。当喷头运行速度为25 mm·s-1时,漆膜的厚度最大,这是因为喷头移动速度越小,单位时间内喷涂到板面单位面积上油漆颗粒就越多。理论上它们之间应是线型关系,但图 6中显示并非如此,这是因为有一部分油漆渗透到试件的内部,且渗透的量是一样的,当总量减少时,剩余量就不是线形关系了。当喷头移动速度达到55 mm·s-1时,表面形成的漆膜更薄了。为了得到较薄的漆膜,宜采用的运行速度为55 mm·s-1。

Figure 6. The variation of film thickness with the running speed
-
油漆附着力是指油漆膜与被涂物表面之间或涂层之间相互结合的能力,是一项重要的技术指标,是漆膜具备一系列性能的前提。附着力好的漆膜经久耐用,附着力差的漆膜容易开裂、脱落,无法使用。附着力、光泽度、铅笔划痕硬度和耐磨性度的检测见表 5。在喷涂距离为250 mm和喷头角度为30°的情况下,漆膜的附着力等级为2,说明在该条件下油漆与中密度纤维板表面的结合较好。光泽度、漆膜表面的平整和粗糙程度大体一致,漆膜的外观质量良好。本实验的漆膜各性能指标符合国家标准GB/T 1031-2009《产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值》和GB/T 4893.8-2013《家具表面漆膜性能理化性能试验》对漆膜表面涂饰的要求。
编号 喷涂距离/mm 喷头角度/(°) 运行速度/(mm·s-1) 附着力 光泽度 铅笔划痕硬度 耐磨性 1 150 15 25 1 15.85 2H 未露白 2 150 30 40 2 14.51 2H 未露白 3 150 45 55 1 15.85 H 未露白 4 200 15 40 1 28.11 2H 未露白 5 200 30 55 2 17.75 2H 未露白 6 200 45 25 1 13.69 2H 未露白 7 250 15 55 2 18.98 2H 未露白 8 250 30 25 2 15.13 2H 未露白 9 250 45 40 2 14.13 H 未露白 Table 5. Other film properties
3.1. 实验结果
3.2. 方差分析
3.2.1. 漆膜厚度的方差分析
3.2.2. 漆膜表面粗糙度的方差分析
3.3. 各因素对漆膜厚度的影响及较优参数的确定
3.3.1. 喷涂距离对漆膜厚度的影响
3.3.2. 喷头角度对漆膜厚度的影响

3.3.3. 运行速度对漆膜厚度的影响
3.4. 漆膜性能分析
-
用自制的自动喷涂设备(自动喷漆枪型号为WA-101-082P),采用聚氨酯(PU)木器漆,雾化空压为0.28 MPa,横向进给为10 cm·次-1,通过对中密度纤维板的喷涂后漆膜性能的研究,得到以下结论:运行速度对喷涂后板材表面漆膜厚度影响极显著,在本实验范围内喷涂距离和喷头角度对喷涂后板材表面漆膜厚度影响不显著;喷涂距离对喷涂后板材漆膜的表面粗糙度影响极显著,喷头角度对喷涂后板材漆膜的表面粗糙度影响显著,运行速度对喷涂后板材漆膜的表面粗糙度影响不显著。以漆膜厚度为主要约束因素,中密度纤维板自动喷涂较佳的工艺参数为喷涂距离为250 mm,喷头角度为30°,运行速度为55 mm·s-1,在以中密度纤维板为基材,利用自动喷涂设备进行喷涂实验,得到较好的漆膜。
 DownLoad:
DownLoad: