







-
中国竹类资源十分丰富,自20世纪80年代初至今的几十年时间内,中国竹材加工产业从无到有得以迅速发展[1]。传统的竹加工生产工艺由于利用率不高,会造成竹材资源的极大浪费[2-3]。为了开展竹材的高效加工利用,竹材软化展平,特别是竹筒无裂纹展平技术近年来发展壮大,它实现了以竹片和竹束为主的竹材加工构成单元向展平竹板转变,大大提高了竹材利用率[4]。目前,专家学者主要针对于竹材软化展平工艺与设备、竹材软化展平机理等方面进行研究[5]。虽然竹材的软化和展平是竹筒无裂纹展平的重中之重,但竹筒的预处理,即去青处理也极为关键。竹材的竹青主要由蜡质层、硅脂层和维管束构成,且竹青部位的纤维素、木质素比竹黄和竹肉部位都高,因此竹青层质地坚韧,组织致密,难以压缩、拉伸、变形和软化[6-7]。因此,去青效果的优劣将会影响到最终展平竹板的展平质量。目前,学者主要研究重组竹的去青程度对物理力学强度的影响,以及去青设备的制造。而针对竹展平的去青研究鲜有报道,由于竹青的存在会对竹材展平加工产生不良影响,因此研究竹筒的去青工艺对实际生产具有积极意义。叶良明等[8]就是否去青,对重组竹板材的物理力学强度的影响进行研究;李大胜[9]对整竹去青技术及装备进行研究;邓健超等[10]研究了竹束去青程度对竹束单板层积材物理力学性能的影响。响应面法(response surface method,RSM)是一种采用多元回归方程拟合响应值与因素之间函数关系的优化统计方法,通过对响应曲面及等高线的分析来获得最优的工艺参数[11]。其中的中心组合设计方法(Box-Behnken Design,BBD)是一种基于3水平的一阶或多阶试验设计建模方法,具有试验次数少,结果准确性高的优点[12]。车削工艺参数对毛竹 Phyllostachys edulis竹筒去青效果存在潜在影响,本研究采用BBD响应面法探讨竹筒转速、进给速度和气缸压力对竹筒去青度的影响,从而获得竹筒最佳车削去青工艺参数。
HTML
-
采伐于浙江丽水竹口镇的5年生新鲜毛竹(静置室外2周),选取壁厚10~11 mm,外径100~110 mm的竹筒截断至75 cm。
-
浙江庄诚竹业有限公司自主研制的纵向展平机、车削去青机、去节机、圆锯机(型号:MJ105A)、高温压力罐、游标卡尺(精度0.02 mm)、皮尺等。
-
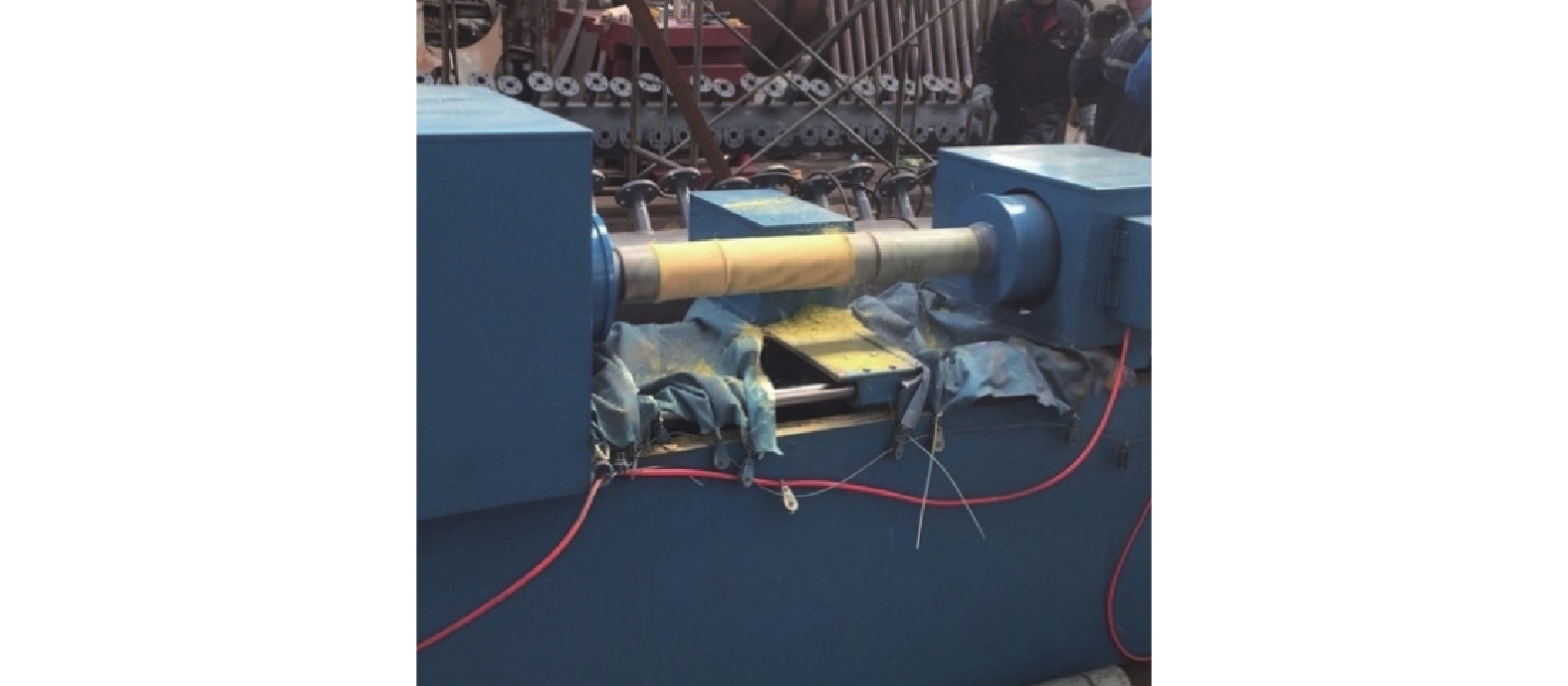
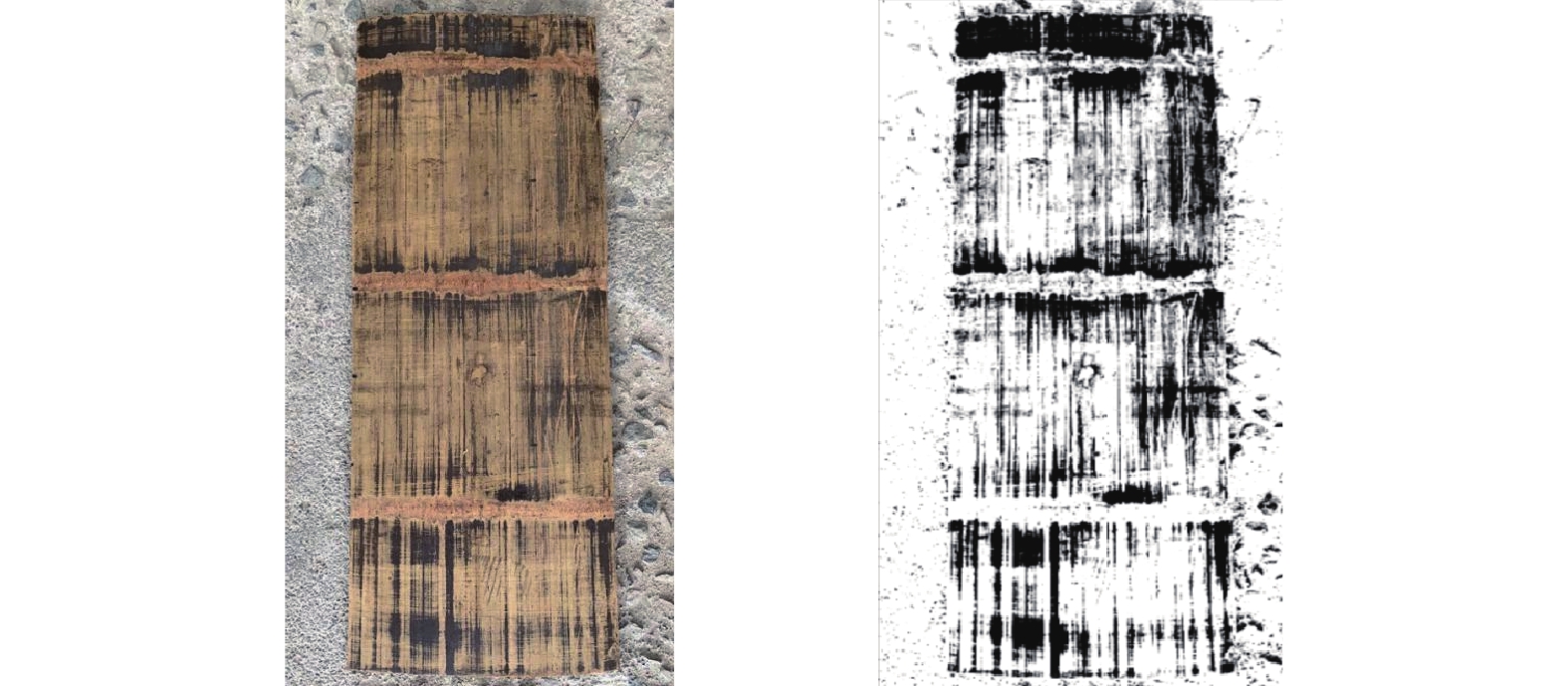
竹筒软化展平的技术路线如下:备料、截断、去节、车削去青、开槽、软化、纵向展平、定型、刨削、铣边、干燥[13]。截断好的竹筒通过去节机去除内节,通过车削去青机(图1),按照规定的车削工艺参数去青处理。去青完毕后,测量竹筒破损个数(每组试验50个试样)、去青厚度和去青度,作为去青效果的评价指标。其中,竹筒去青度的测量采用软件Image J(图2),对软化展平后的竹板图片进行处理分析,测量竹板上的带青区域的面积占整个竹板面积的比例,记录数据并计算。去青度S=(1–s1)×100%。其中:S为竹筒去青度;s1为展平竹板带青区域的面积比例。

Figure 1. Turing machine of removing bamboo green and turning tool
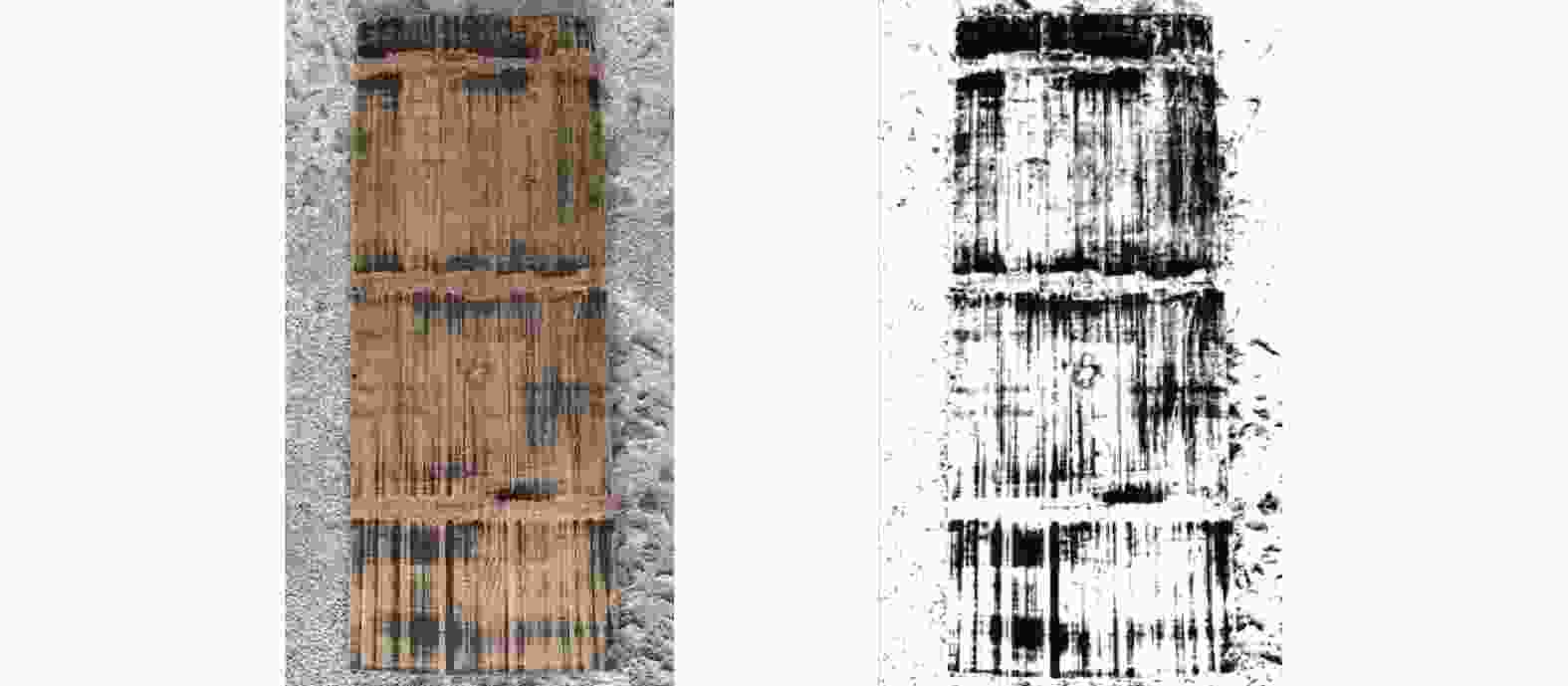
Figure 2. Surface of flat bamboo sample before and after image processing
-
在前期单因素试验结果基础上,采用BBD(Box-Behnken Design)响应面法进行3因素3水平的试验,以竹筒转速、刀具的进给速度、气缸压力为变量,以去青度为响应值,应用Design Expert 12 软件,建立数学回归模型,优化竹筒的去青工艺。
-
根据响应面试验结果,得出较优的去青工艺参数,再进行竹筒的软化展平并计算去青度,与响应面模型预测值对比,验证其可靠性。
1.1. 材料与仪器
1.1.1. 材料
1.1.2. 主要仪器
1.2. 方法
1.2.1. 竹筒去青
1.2.2. 响应面优化试验
1.2.3. 响应面最佳工艺的验证
-
由表1可知:竹筒转速对去青效果具有明显影响。当竹筒转速过低时,转速与进给速度不匹配,竹筒表面会出现规律性的完全未吃刀的留青情况,导致去青质量无法达到展平所需的要求。当竹筒转速过高时,在单位时间内刀具与工件及切屑的摩擦频率增大,导致竹青面重复吃刀,去青厚度增大,甚至有可能切削到竹肉。高转速下竹筒的去青厚度达1.00 mm,大于竹筒本身竹青层的厚度,降低了出材率。因此在进给速度和气缸压力一定的条件下,竹筒转速以48~56 r·min–1为佳。
竹筒转速/
(r·min−1)去青效果 破裂率/% 去青厚度/mm 去青度/% 32 2 0.47 38.29 40 6 0.53 42.94 48 6 0.61 49.33 56 10 0.73 56.62 64 10 0.91 64.48 72 16 1.09 80.29 说明:进给速度为0.35 m·min−1;气缸压力为0.20 MPa Table 1. Single factor experimental result of bamboo roration speed
-
由表2可知:随着进给速度增大,竹筒的去青厚度和去青度总体呈下降趋势,导致去青质量无法达到展平所需的要求。若进给速度过小时,单位时间内刀具相对于工件位移量小于工件每旋转1周时,刀具切削所产生的切削宽度,导致重复切削,去青厚度增大,甚至有可能切削到竹肉。根据实际生产要求,在保证去青效果达到要求的前提下,应尽可能的选用较大的进给速度以获得最大的生产效率。因此在竹筒转速和气缸压力一定的条件下,进给速度以0.25~0.35 m·min–1为佳。
进给速度/
(m·min−1)去青效果 破裂率/% 去青厚度/mm 去青度/% 0.25 8 0.81 64.17 0.30 4 0.75 60.43 0.35 6 0.72 55.91 0.40 4 0.67 52.19 0.45 8 0.60 50.11 0.50 6 0.54 45.87 说明:竹筒转速为50 r·min–1;气缸压力为0.20 MPa Table 2. Single factor experimental result of bamboo feed speed
-
气缸压力是指用于顶紧去青车刀的气缸预先设置好的压力大小。由表3可知:随着气缸压力的增加,竹筒的去青厚度和去青度均有大幅度的增长,但此时破裂率也大大增加。压力的增加使得切削深度增加,进而使车削力变大。当车削力超出竹筒所能承受范围时,竹筒撕裂。因此虽然较大的压力可以提高竹筒的去青质量,但破裂率也同时提高,不符合实际生产的要求。综上所述,在竹筒转速和进给速度一定的条件下,气缸压力以0.10~0.20 MPa为佳。
气缸压力/MPa 去青效果 破裂率/% 去青厚度/mm 去青度/% 0.05 0 0.22 23.11 0.10 2 0.45 35.19 0.15 4 0.58 40.02 0.20 8 0.71 58.82 0.25 14 0.92 68.88 0.30 18 1.12 83.29 说明:竹筒转速为50 r·min–1;进给速度为0.35 m·min–1 Table 3. Single factor experimental result of bamboo pressure
-
BBD响应面试验因素与水平见表4,试验设计及结果见表5。经Desigin-Expert 12 软件对17个试验点的去青度进行回归统计分析,得到的去青度Y回归方程Y=40.66+6.56A–2.96B+12.60C–0.5775AB–0.515AC–1.91BC–1.0.343A2+1.86B2。通过二次回归方程计算模拟,当A=60 r·min–1,B=0.25 m·min–1,C=0.20 MPa时,此时去青度Y的理论最佳值为66.97%。由表6可知:该模型的F=232.45,P<0.000 1,达极显著水平,说明该模型有意义。失拟项P=0.391 9>0.05,表明其影响不显著,无失拟因素存在,且预测
$R^2_{\rm{P}} $ 值与校正R2adj接近,说明试验操作和理论预测可信,可用该回归方程代替试验真实点对结果进行分析。由回归方程系数的显著性检验说明可知:模型一次项(A、B、C)影响极显著,交互项(BC)和二次项(B2)影响显著,其余变量对去青度的影响不显著。依据回归方程Y内的系数,A的系数为6.56、B的系数为–2.96、C的系数为12.60,可得出因素对去青度的主效应顺序为:C>A>B,即气缸压力>竹筒转速>进给速度。水平 因素 竹筒转速A/(r·min–1) 进给速度B/(m·min–1) 气缸压力C/MPa –1 40 0.25 0.10 0 50 0.30 0.15 1 60 0.35 0.20 Table 4. Factors and levels of BBD test
试验号 竹筒转速
A/(r·min–1)进给速度
B/(m·min–1)气缸压力
C/MPa去青度
Y/%试验号 竹筒转速
A/(r·min–1)进给速度
B/(m·min–1)气缸压力
C/MPa去青度
Y/%1 50 0.30 0.15 40.36 10 50 0.30 0.15 39.63 2 50 0.30 0.15 40.33 11 40 0.35 0.15 33.02 3 40 0.25 0.15 38.81 12 50 0.25 0.10 31.56 4 60 0.35 0.15 44.39 13 50 0.30 0.15 41.08 5 50 0.35 0.20 51.65 14 50 0.35 0.10 30.47 6 60 0.30 0.20 60.34 15 40 0.30 0.10 21.25 7 60 0.25 0.15 52.49 16 50 0.25 0.20 60.39 8 60 0.30 0.10 35.99 17 50 0.30 0.15 41.88 9 40 0.30 0.20 47.66 Table 5. Design and results of BBD test
方差分析项 平方和 自由度 F P 方差分析项 平方和 自由度 F P 模型 1 720.66 9 232.45 <0.000 1** A2 0.50 1 0.60 0.463 1 竹筒转速A 344.14 1 418.41 <0.000 1** B2 14.64 1 17.80 0.003 9* 进给速度B 70.33 1 85.51 <0.000 1** C2 4.19 1 5.09 0.058 7 气缸压力C 1 269.32 1 1 543.28 <0.000 1** 残差 5.76 7 AB 1.33 1 1.62 0.243 5 失拟项 2.83 3 1.29 0.391 9 AC 1.06 1 1.29 0.293 5 纯误差 2.92 4 BC 14.63 1 17.79 0.003 9* 总离差 1 726.42 16 说明:回归模型R2=0.996 7,R2adj=0.992 4,${R^2_{\rm{P}} }$=0.971 1,变异系数CV=2.17;**P<0.000 1,差异极显著;*表示P<0.05,差异显著 Table 6. Variance analysis of regression model
-
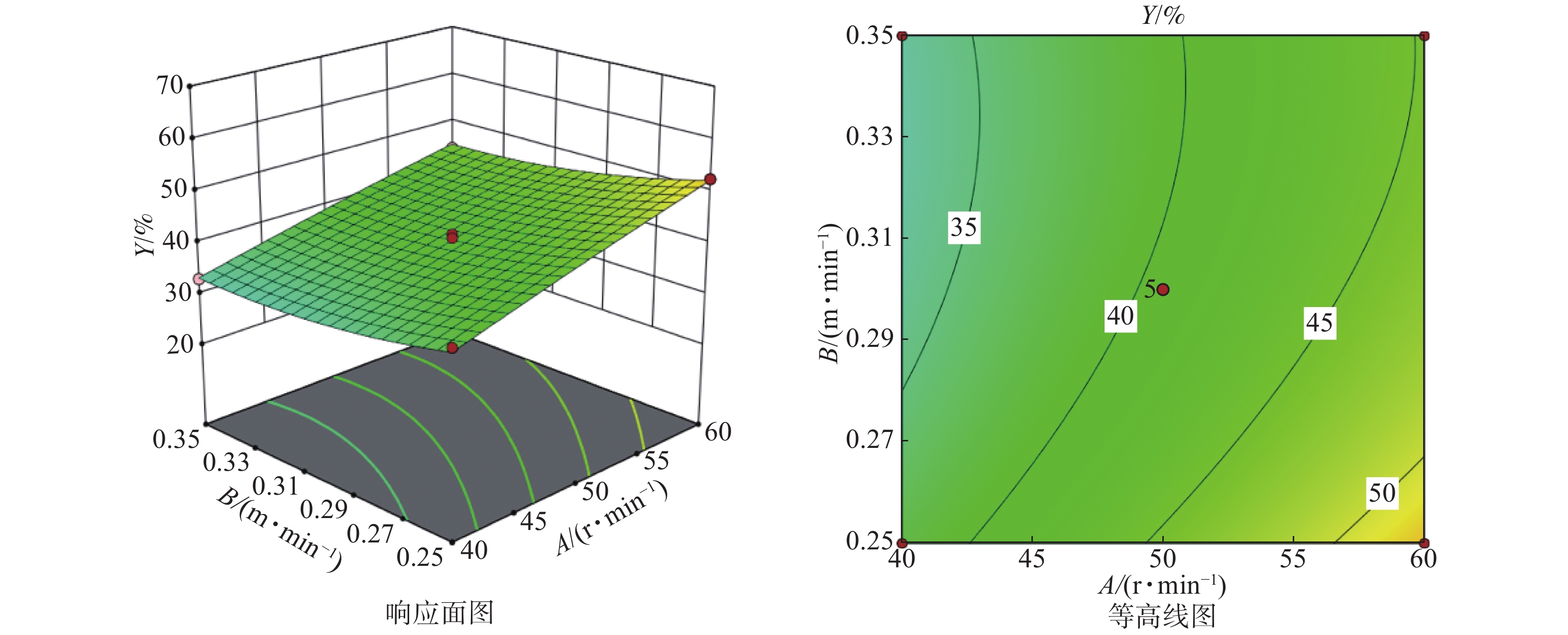
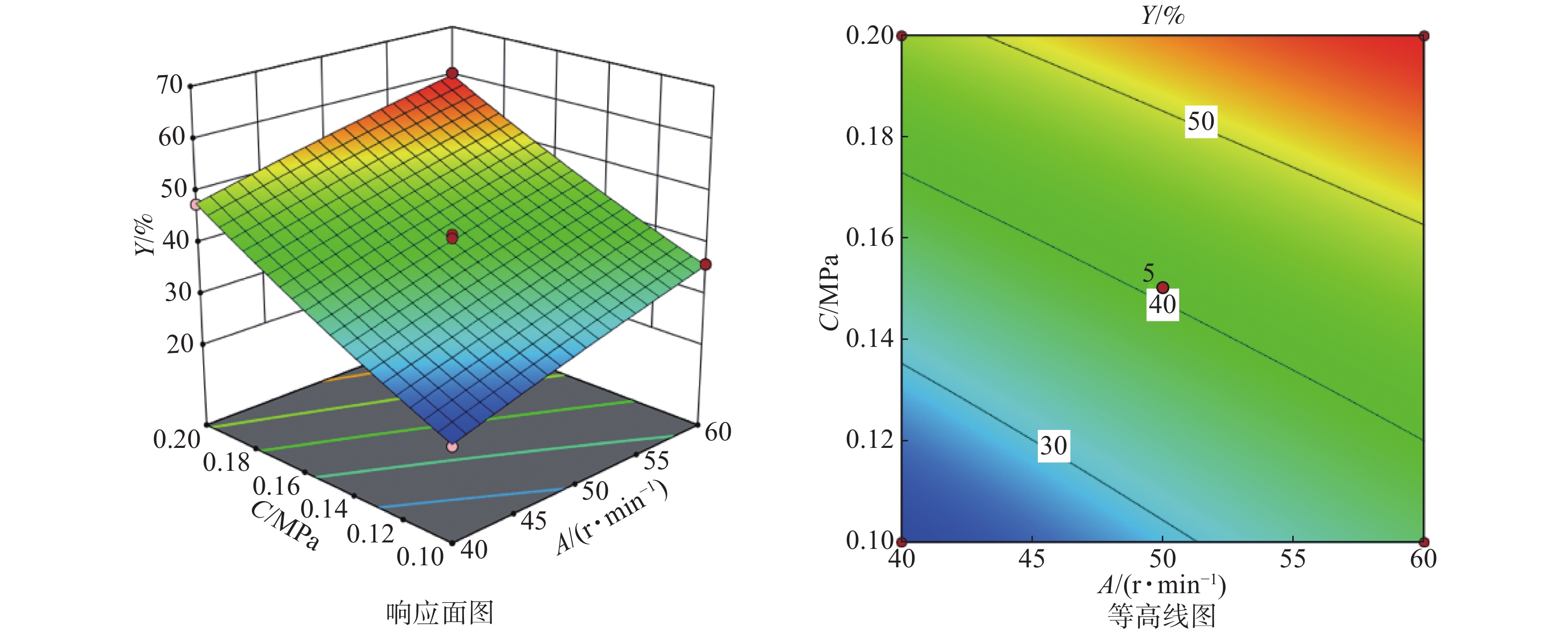
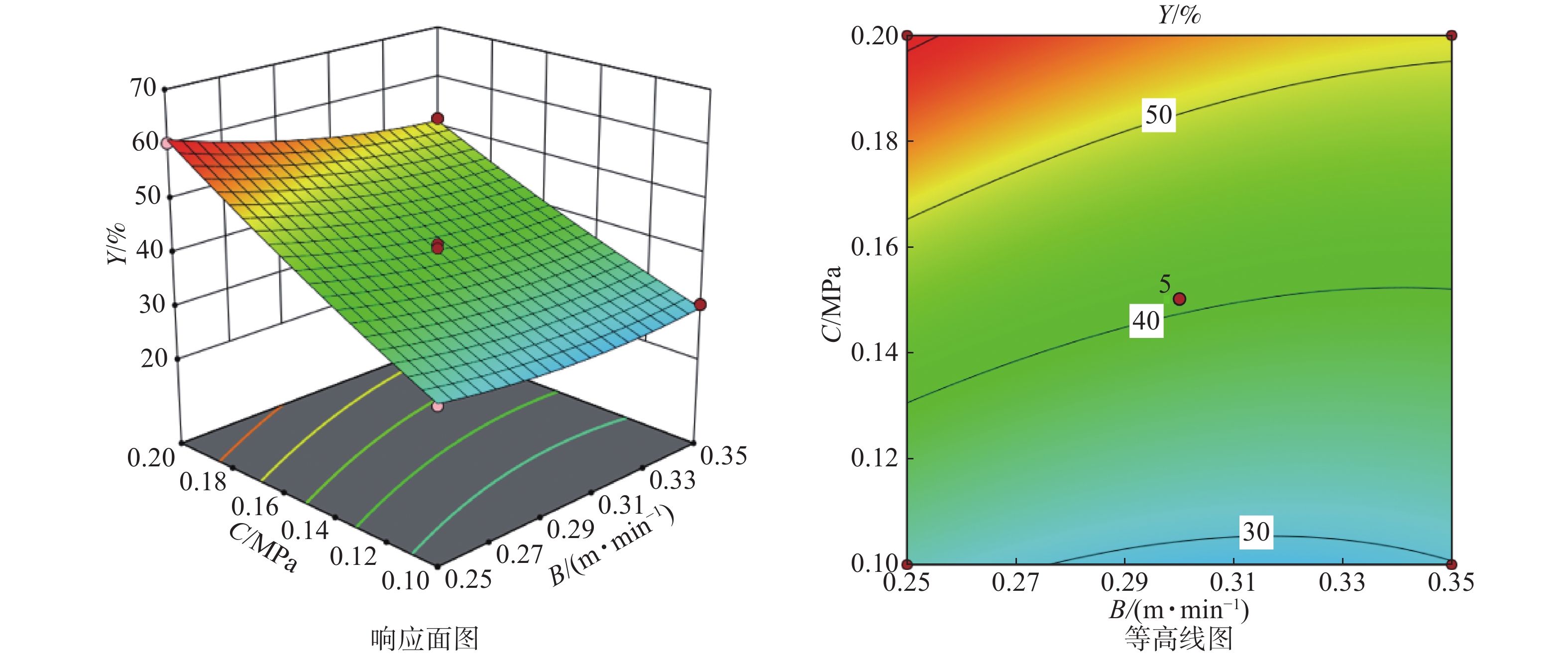
响应面分析中等高线图可以直观反映各因素之间的相互作用。等高线图中的线条呈圆形表示两因素的交换作用不显著,若呈椭圆形则表示交换作用显著。如图3所示:竹筒转速和进给速度交换作用较显著,且进给速度在轴向等高线变化较为密集,竹筒转速在轴向等高线变化较为稀疏,因此竹筒转速对去青度峰值影响较大;如图4所示:竹筒转速和气缸压力交换作用显著,且压力在轴向等高线变化较为稀疏,竹筒转速在轴向等高线变化较为密集,因此压力对去青度峰值影响较大;同理,如图5所示:进给速度和气缸压力交换作用显著,且压力在轴向等高线变化较为稀疏,进给速度在轴向等高线变化较为密集,因此压力对去青度峰值影响较大。
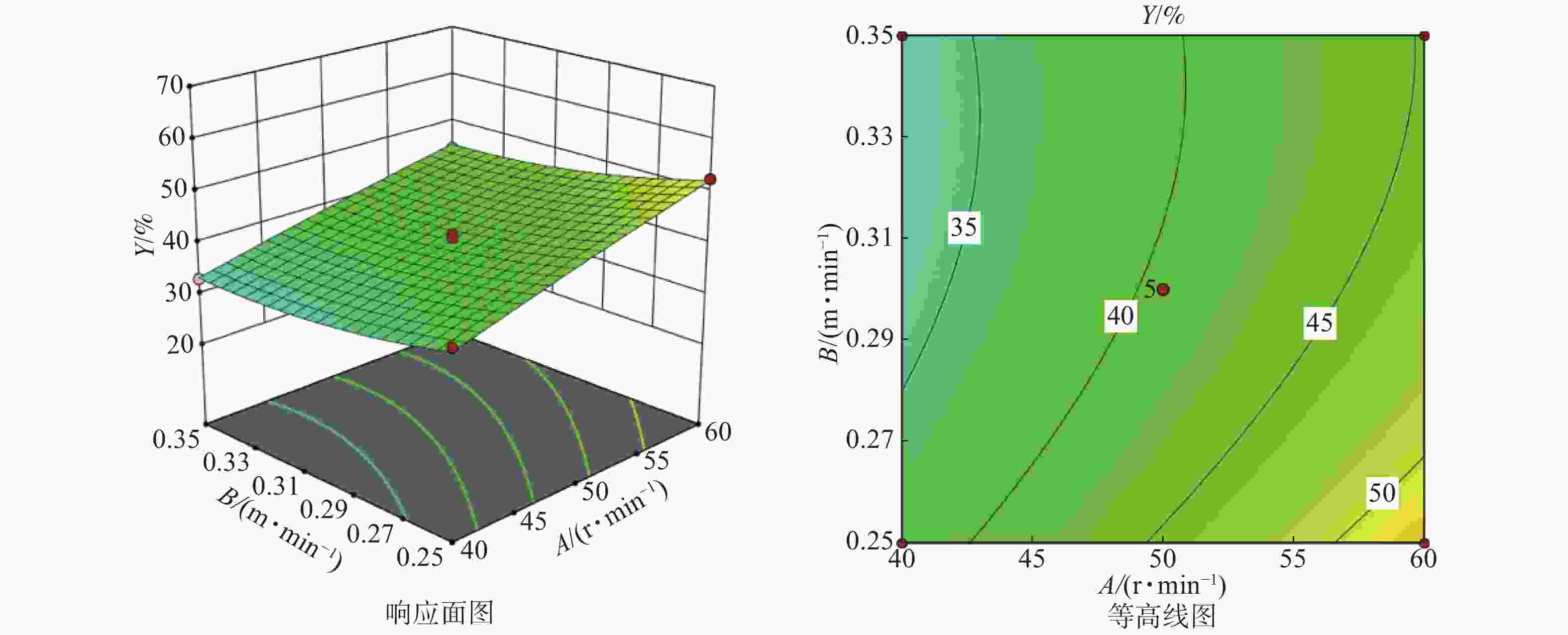
Figure 3. Contour and response surface plots of Y=f(A, B)
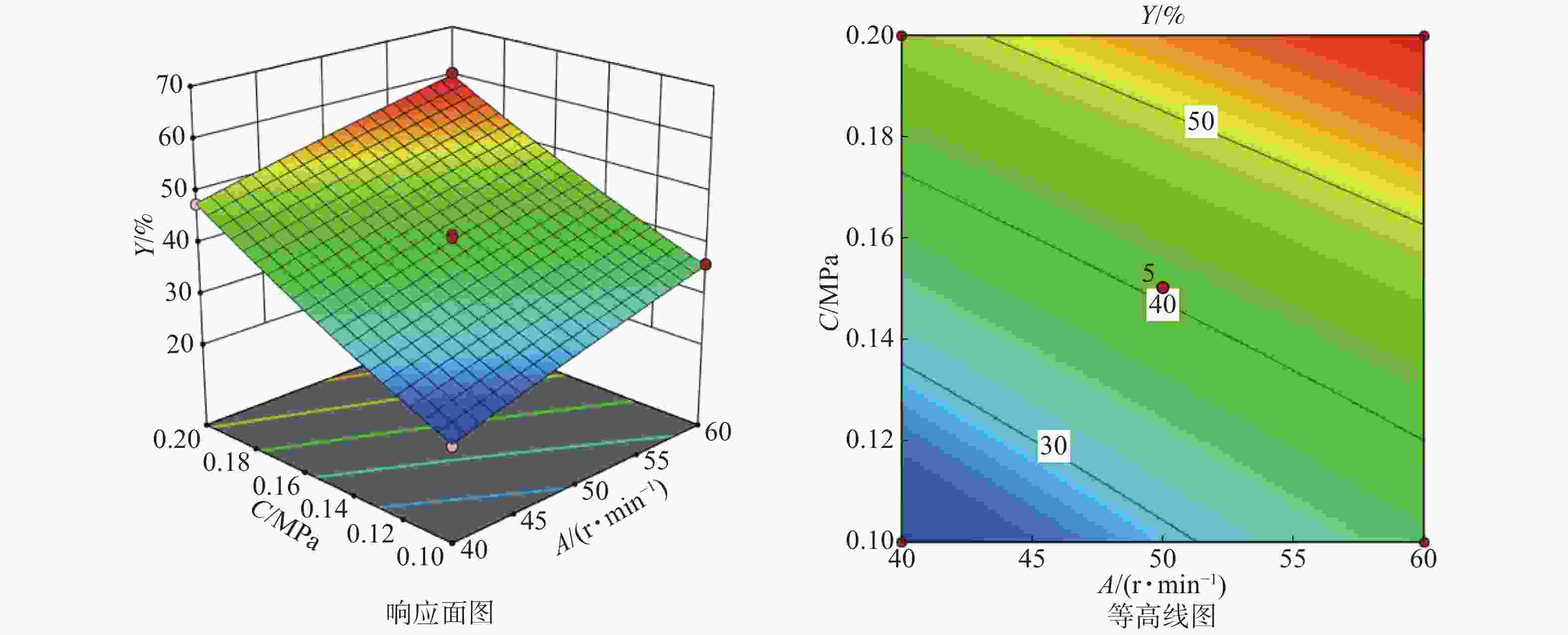
Figure 4. Contour and response surface plots of Y=f(A, C)
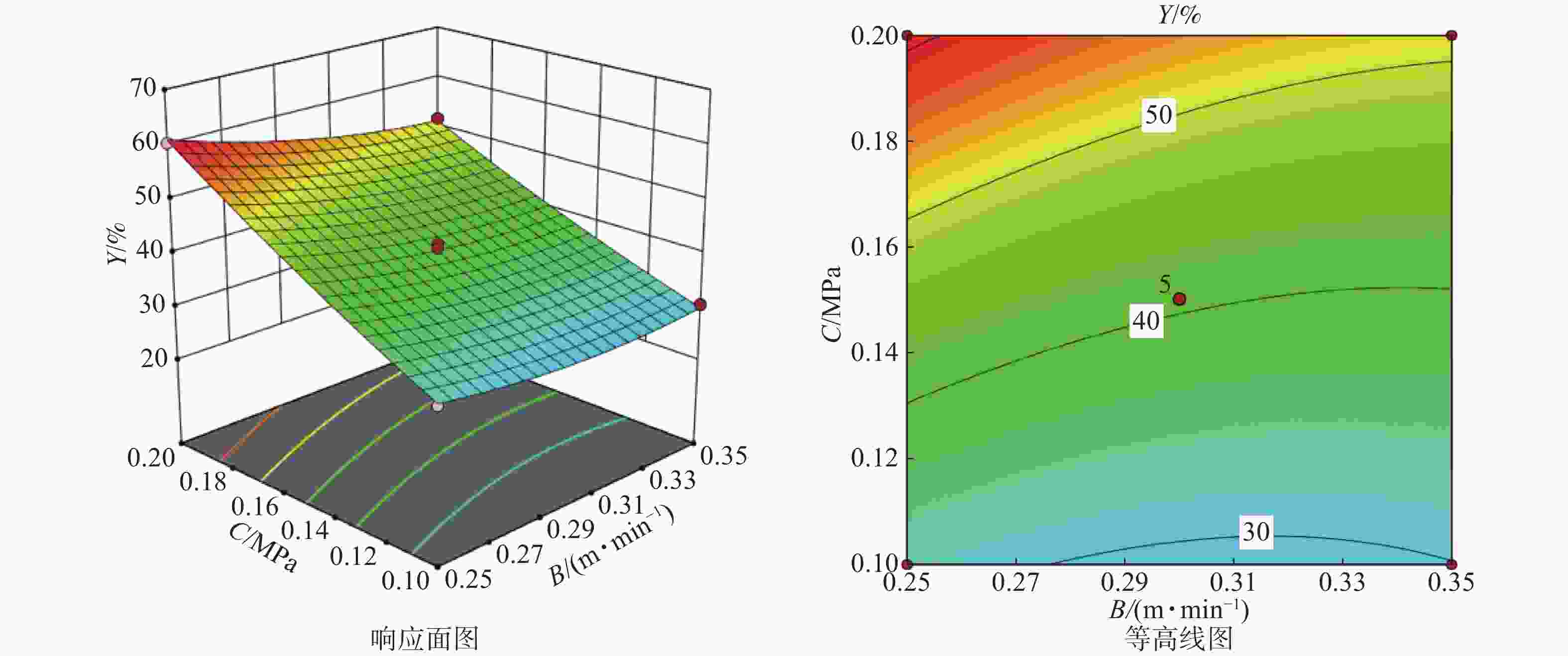
Figure 5. Contour and response surface plots of Y=f(B, C)
-
通过响应面法优化得到的最佳车削去青工艺:当竹筒转速为60 r·min–1,进给速度为0.25 m·min–1,气缸压力为0.20 MPa时,得最大去青度为66.97%。采用上述的工艺条件进行实际验证,得到的去青度为65.36%,与理论预测值的误差为–2.37%,证明模型是合理的,可用于实际去青度的预测。
2.1. 车削参数的单因素试验
2.1.1. 竹筒转速对去青效果的影响
2.1.2. 进给速度对去青效果的影响
2.1.3. 气缸压力对去青效果的影响
2.2. 响应面法对竹筒的去青工艺优化
2.2.1. 响应面试验设计与结果

2.2.2. 响应面优化分析
2.2.3. 响应面最优工艺的验证
-
本研究采用车削去青工工艺对竹筒进行去青处理,通过单因素试验和BBD试验对工艺进行优化,得出最佳去青条件:竹筒转速为60 r·min–1,进给速度为0.25 m·min–1,气缸压力为0.20 MPa,竹筒的去青度为66.97%。同时,建立了竹筒去青度与各因素变量的二次回归模型方程,该模型极显著,且失拟项不显著,表明该方程对试验拟合性好,可以应用于实际生产加工之中。
 DownLoad:
DownLoad: